【模具焊絲】埋弧焊工藝的主要內容
- 時間:2021-03-19作者:河北晶浩焊接材料有限公司瀏覽:163
河北晶浩焊接材料有限公司專注于鎳基焊絲,耐磨焊條廠家,不銹鋼焊條,不銹鋼焊絲,耐磨焊絲廠家,模具焊絲等
詞條
詞條說明
一、焊條1.注意事項(1)焊條保管注意庫房通風、干燥,空氣相對濕度應控制在60%以下,碼放時離地和墻壁保持30cm距離。(2)分清型號和規格存放,不能混放。(3)搬運、堆放過程注意不要損傷藥皮,對藥皮強度較差的焊條:如不銹鋼焊條、堆焊焊條、鑄鐵焊條,較要注意。焊條碼放不可過高。2.焊條受潮的影響焊條受潮后,一般藥皮顏色發深,焊條碰撞失去清脆的金屬聲,有的甚至返堿出現“白花”。受潮焊條對焊接工藝的影
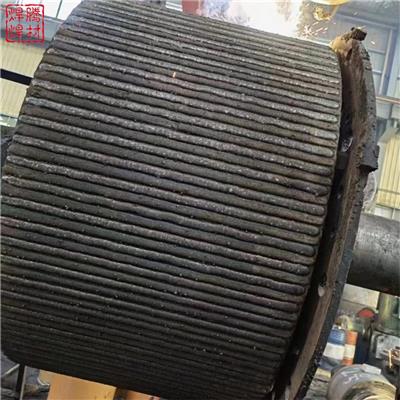
耐磨損帶焊條,做為原油鉆探設備領域較有使用**的原材料之一,一直在伴隨著時間的發展趨勢而發展。在較初期,耐磨損帶焊條的技術規范,關鍵是在過軟的碳素鋼基材上包括鈷合金耐磨損顆粒物。這類鈷合金耐磨損帶焊條那時候普遍地運用于鉆桿連接頭,由于那時候的鉆探工作中許多是井上、直井并且沒有防水套管維護。伴隨著深水井、斜井和防水套管維護愈來愈多,鈷合金耐磨損帶焊條慢慢淘汰,這是由于鈷合金耐磨損帶會*磨壞防水套管
特性和用途:用于焊接20Cb-3,NS143,20#。合金是具有很多優異性能的耐蝕合金,對氧化性和中等還原性腐蝕有很好的抵抗能力,具有優異的抗應力腐蝕開裂能力和好的耐局部腐蝕能力在很多化工工藝介質中有滿意的耐蝕特性。熔敷金屬化學成分和力學性能:CSiMnCrNiMoCuFeCb+TaSP0.0240.242.0519.833.902.43.5BAL0.270.0110.014
不銹鋼藥芯焊絲焊接時有氣孔產生,主要有以下幾種原因自己對照:1.藥芯焊絲施焊前是否烘干(真空包裝拆開后沒用完的焊絲必須放回保溫箱),藥芯受潮很*有氣孔。2.焊接時氣體流量是否正確(10~15L/min)或者是沒有氣體。3.焊絲伸出長度是否過長(焊接時噴嘴離工件距離太大)4.焊接時是否有風(穿堂風,風扇)5.焊接時電流或電壓是否匹配,電流電壓過大也會產生氣孔。6.焊接前工件水,油,污是否清理干凈。
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 河北晶浩焊接材料有限公司
聯系人: 李經理
電 話: 17733905515
手 機: 15833723313
微 信: 15833723313
地 址: 河北邢臺南宮市河北省邢臺市南宮市段蘆頭鎮李家村177號
郵 編:
網 址: hbjhhjcl.b2b168.com
相關推薦






相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
公司名: 河北晶浩焊接材料有限公司
聯系人: 李經理
手 機: 15833723313
電 話: 17733905515
地 址: 河北邢臺南宮市河北省邢臺市南宮市段蘆頭鎮李家村177號
郵 編:
網 址: hbjhhjcl.b2b168.com
- 相關企業
- 清河縣**合金屬有限公司
- 安徽中焊新材料科技有限公司
- 河北東叁金屬材料有限公司
- 蘇州肯納伯樂焊接材料有限公司
- 邢臺市余光焊接材料有限公司
- 曼徹特焊材(山東)有限公司
- 上海市航光焊材有限公司
- 上海碩納焊接材料有限公司
- 沈陽冠華耐磨材料有限公司
- 邢臺經濟開發區路三建材經銷處
- 商家產品系列
- 磁力管道切割機
- 等離子弧焊
- 電極材料
- 半自動割圓機
- 半自動切割機
- 螺柱焊設備
- 埋弧自動焊
- h型鋼切割機
- 遮弧簾
- 電阻焊
- 防塵面罩
- 特種焊接材料
- 防飛濺劑
- 刨邊機
- 氣體流量計
- 渦流檢測
- 鎢極
- 無損檢測設備
- 相貫線切割設備
- 氬弧焊槍
- 管道坡口機
- 焊材烘干箱
- 焊劑
- 焊劑回收機
- 焊接變壓器
- 焊接防護用品
- 焊接面罩
- 焊接切割
- 焊接切割工具
- 焊接手套
- 產品推薦
- 資訊推薦


¥20.00

¥25.00







¥20.00
¥25.00