智能化瓦楞紙箱的開發
- 時間:2024-03-21作者:長春市鑫森包裝制品有限公司瀏覽:47
長春市鑫森包裝制品有限公司專注于紙箱,飛機盒,物流箱等
詞條
詞條說明
(1)計算機集中操作與訂單管理系統的切換計算機控制全 自動高速瓦楞紙板生產系統的自動化程度較高,可以滿足不同的生產需求,可以在不同的生產批量和信息通道方面進行靈活控制,而且在系統的運轉過程中可以隨時輸人相應的信息,進行數據的管理與切換。在計算機控制系統中,可以實現對上膠量調整、糾偏以及斷紙自動檢測等功能。在生產活動結束后,可根據生產要求輸人下次訂單的運行信息,并且將生產系統按照下次生產要求的設定擺
長春紙箱包裝廠,吉林紙箱廠,吉林包裝廠,長春紙箱,長春包裝,吉林紙箱。
當瓦楞輥出現磨損、楞型改變時,會直接影響到紙板的成型質量和強度。為了提高輥的硬度,輥面要經過處理,使瓦楞輥具有良好的硬度和損的特性。瓦楞的定型是靠上、下瓦楞輥之間以一定的夾緊力實現。這個夾緊力來自上瓦楞輥左右兩側,這也是容易使輥筒受力扭曲變形的原因。為得到沿幅寬均勻分布的壓力,要求輥筒要有中凸度,以補償受壓后的變形。瓦楞輥的失效狀態主要表現為磨損。目前,瓦楞輥進行硬化處理的方法大致有離子氮化、中頻
長春紙箱訂做,長春紙箱訂制廠家,長春紙盒包裝廠,長春紙箱訂制包裝廠家
自動接紙機采用人工智能化設計,配備數字式張力控制系統和計算機終端,接紙、且。自動接紙機的接頭一般只有50mm左右,基本能夠實現零紙尾接紙,避免接紙時不必要的浪費,減少瓦楞紙板生產線的停機時間及質量問題,可有效保穩定的高生產速度以及瓦楞紙板的,而且該設備使用電腦進行制動控制,動作準確、速度快、接紙方便快捷,大大減少了工人的工作強度,提高了紙板的生產效率。原紙架是用于裝載卷筒紙,使紙卷能夠在拉力的作用
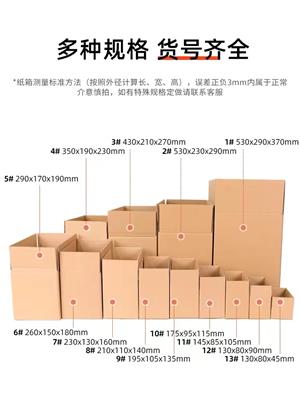
瓦楞紙板生產線生產工藝大體為四個部分:單面機系統、雙面機系統、裁切系統和堆疊系統。紙板在生產線上的流程就是由原紙卷筒開始經過瓦楞機壓制瓦楞、上膠、粘接定型、分紙壓線、橫切成規格紙板,后經堆碼輸出,打包成出廠的合格產品。由原紙架輸人原紙,經過預熱器加熱及濕度調節,進入單面機,經過瓦楞機的壓楞、上膠、黏合成單面瓦楞紙,由天橋牽引裝置傳送到天橋向前輸送,經張力控制及對正糾偏后再經三重預熱機預熱補償,經上
聯系方式 聯系我時,請告知來自八方資源網!
公司名: 長春市鑫森包裝制品有限公司
聯系人: 惲添惠
電 話: 19843974862
手 機: 19843974862
微 信: 19843974862
地 址: 吉林長春寬城區鄧家屯村
郵 編:
相關推薦




相關閱讀
1、本信息由八方資源網用戶發布,八方資源網不介入任何交易過程,請自行甄別其真實性及合法性;
2、跟進信息之前,請仔細核驗對方資質,所有預付定金或付款至個人賬戶的行為,均存在詐騙風險,請提高警惕!
- 聯系方式
- 相關企業
- 蘇州市啟碩包裝材料有限公司
- 萊州德晨包裝有限公司
- 長春市鑫森包裝制品有限公司
- 德州貝諾包裝制品有限公司
- 雄縣東輝紙塑包裝有限公司
- 廊坊市袋兒王商貿有限公司
- 重慶旭兆包裝科技有限公司
- 普爾普斯包裝科技(東莞)有限公司
- 合肥天聚包裝制品有限公司
- 廣州市麗澤紙品有限公司
- 商家產品系列
- 產品推薦
- 資訊推薦



¥0.30






¥7.40